欢迎访问
东莞市玖容气动液压设备有限公司
网站
东莞市玖容气动液压设备有限公司
主营: 多倍力气缸 多倍力气缸厂家 多倍力气缸价格
咨询热线电话
主营: 多倍力气缸 多倍力气缸厂家 多倍力气缸价格
咨询热线电话
 2018-07-06 00:17:12
2018-07-06 00:17:12
玖容JRX半弓型台式气液压力机产品特点:
·实于轴承的压入,主轴斜盘的压装等。
·PLC编程控制,触摸屏操作界面,储存数据大倍力气缸型号,读取方便多倍力气缸,操作更稳定更简单。
·行程可调:匹配位移传感器,能调节需要的行程。
·压力可调:除传统的通过气源调节压力外,另配装油压或称重型传感器,调节需要数值并以数字形式显示出来。既直观且精度又相当高,调节精度可达±0.2范围。
·弓型结构坚固,稳定,操作容易多倍力气缸厂家,上下料方便,能实现效益与效率双收效果。
·人性化考虑,设计安全,操作舒适,适合长期作业。

气动液压铆接机压力不足什么原因?要解决此问题,首先要搞清楚气动液压铆接机压力不足是什么造成的。
气动液压铆接机压力不足可以分开二个方面来分晰:
一、气动液压增压缸是新订购的多倍力气缸价格,把气动液压增压缸装到气动液压铆接机上使用时,发现气动液压增压缸压力不够。
1、首先要检查安装是否正常,气源压力是否达到标准值。
2、如果没有问题,可以确认气动液压增压缸压力达不到实际的要求。这就需要联系厂家确认气动液压增压缸型号是否搞错了;或者在选型的时候,是否把实际的出力大小搞错了,确认好原因之后,只好将气动液压增压缸返回给厂家或者在玖容重新订购另一台。
3、如果确认气动液压增压缸的型号没问题,气动液压增压缸出力吨位与实际要求一致,气动液压增压缸可能存在质量问题,只好将气动液压增压缸返回给厂家检测具体原因。
二、气动液压铆接机已经使用过,之前使用时压力是正常,只是近几天才出现气动液压铆接机压力不足的现象,可通过以下方法来解决:
1、检查气源压力是否达到标准型(随着使用的设备的不断增加,气源压力可能会出现降低的情况),如果气源压力不足,可以在气动液压增压缸接前口前面先增加一台带罐的JRN气体增压泵,保证气源稳定。
2、检查气动液压增压缸的密封性。气动液压增压缸长期使用之后,可能会使密封件损坏,出现漏气所情况。懂得拆装的,把气动液压增压缸拆下查看密封件是否损坏;不懂得拆装的,只好把气动液压增压缸返回到厂家检测处理。
3、检查气动液压增压缸的压力表是否损坏。当气动液压增压缸的压力表损坏后,可能会使气动液压增压缸的压力降低,需要更换压力表来解决。
还有一种假象,压力表损坏后,压力表上显示气动液压铆接机压力不够,实际上气动液压铆接机压力没有任何问题。
如果是其它的情况,需要进行详细的排除才能体现出来。如果你想了解更多关于“气动液压铆接机压力不足什么原因?”,可以咨询玖容气动液压铆接机厂家。

对于它,似乎很多人都能够想让其有个更好的寿命陪伴你我的使用,但是这样的想法在气液增压机看来并不是能够说了算的,反而很大的一部分还是你我的双手能够决定的,其实很简易的一个道理,对于它本身就有规定的寿命,但是在你的接手下却将这一切打乱了,甚至还会给其带来更多的伤害,所以在某些程度方面还是要注意使用的要点。
在使用完毕时在按下停止后,为了能够更好的保障其不会发生任何的变乱在其中,应该要将电源切掉,停滞在这样的环境下才能够更好的保护好气液增压机。
为了更好的将所以的责任落实到每一个人的身上,换一句话说就是为了能够更好地保护好气液增压机,要做好使用记录,这样的才能够加强责任心的存在。
整个的工作结束之后,除了做好上述工作之外,作为一名操控人员要做的便是后面工作的处理,像是工作中残留在气液增压机的碎屑,也应该要复杂清理完毕。
其实这个过程之能够在更多的情况下减少对于气液增压机更好的使用,更多的养护还是要存在的。

气液压力机是用来干什么的?气液压力机用于金属加工工艺上的比较多,当然如有其他的方面的需要气液压力机的,欢迎补充。
以下是玖容气液压力机对“气液压力机是用来干什么的?”说明:
气液压力机是用来干什么的?气液压力机又叫气液冲床,利用压缩空气作为动力源达到液压之高压出力,出力大于普通气动冲床,速度高出液压冲床,而控制原理既简单又易维护。
气液压力机广泛应用于五金家电业、电子产品、电器端子、钟表工业、照相机、微型马达等制造及零部件装配,适用于小零部件之压入、印字、折弯、铆合、打印、冲孔、切断等精密要求场合。
上面就是玖容气液压力机厂家对“气液压力机是用来干什么的?”的说明,如有疑问可点击玖容右侧网站咨询窗口免费咨询,或拨打咨询热线。

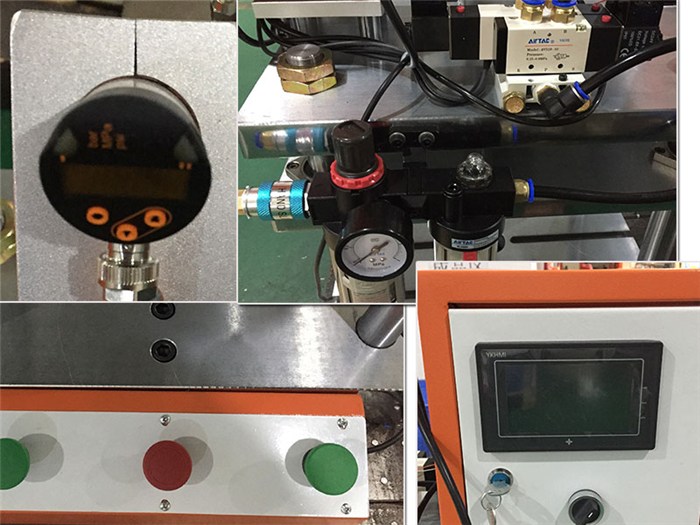
下面东莞玖容为大家介绍下JRI气液增压机气路连接方法。
1、首先我们先看下图,增压缸上面有4个气口,所以要使用两个电磁阀,图中所用电磁阀为一个五口二位和一个五口三位电磁阀为组合,这样组合可以调模、寸动。
2、图中就是气液增压机的气路连接图,我们把4个气口分别标为P1、P2和P3、P4。依图所示,P1和P4一组,P2和P3一组,P1和P4接五口三位电磁阀,此组合控制预压行程,P1接A口,P4接B口。P2和P3接五口二位电磁阀,控制增压。
3、看懂图纸其实增压缸气路连接非常的简单,其动作顺序就是P4先进气,P1排气,预压段活塞下行,然后切换电磁阀P3进气P2排气,增压活塞下行进行增压,然后P2进气P3排气增压活塞回位,P1进气P4排气预压活塞回位,整个动作就完成啦。另外两个五口二位电磁阀也可以使用,但是就没有寸动调模的功能咯。

1、气液增压缸型号为:JRA-63-100-10L-3T,总行程高度100mm(含增压行程10mm),油缸内径63mm;
2、电源AC220V,50HZ;
3、开模状态时导柱内空尺寸为L350*W240*H250;
4、外形尺寸约为:L550*W603*H1052(含电控箱);
5、模具安装方式:上模安装于上模固定板的T型槽上(使用螺母螺栓连接),下模安装同样为使用T型槽螺栓连接固定在地板上;
6、输出压力:当气源压力为0.6Mpa时,理论预压出力为180kg,理论增压出力为3690kg,理论回程拉力为129kg;所有气口在右侧面,均为ZG3/8",油位计和油压传感器在左侧;
7、电控箱使用常规PLC自动化编程控制箱,带油压传感器;
8、控制方式:前端配置有操作按钮盒,附带双手启动按钮2个,1急停按钮。

张先生

0769-23103048

18998004130

2850850512

2850850512@qq.com

广东省东莞市东城区峡口沙岭西路1号

