欢迎访问
东莞市玖容气动液压设备有限公司
网站
东莞市玖容气动液压设备有限公司
主营: 多倍力气缸 多倍力气缸厂家 多倍力气缸价格
咨询热线电话
主营: 多倍力气缸 多倍力气缸厂家 多倍力气缸价格
咨询热线电话
 2018-04-26 00:24:27
2018-04-26 00:24:27
玖容气液增压机厂家小编接下来为大家介绍下气液增压机选型的具体步骤:
1、先确认自己所用气液增压机的出力吨位,总行程及预压行程的大小。不知道这些参数的采购员可咨询你们公司的技术员倍力气缸型号。
2、确认气液增压机的款型多倍力气缸,是用C型还是用四柱型、或四柱三板型。
3、确认气液增压机工作台面积以及装模高度。
4、确认气液增压机的控制要求,采用哪种控制系统。
5、确认气液增压机需要哪些辅助配件。

3吨JRS半弓型气液增压机的技术规格及配置
11、压力调节:
(1)、3吨JRS半弓型气液增压机总气源前加装调压阀,可通过调节进气源压力来达到调节增压缸压力大小目的;同时可调节气液增压缸上节流阀来调整气液增压机增压压力.
(2)、匹配称重型压力传感器:前轴输出压力通过传感器可精度显示出,且可设定需要值,自由调节出输压力,调节精度高:±0.03kg
12、行程调节。
(1)、气液增压缸本身具备预压及增压行程可调功能多倍力气缸厂家,均可通过后端螺杆调节需要的行程,精度高。
(2)、除增压缸行程可调之外,另匹配位移传感器:通过PLC设定预压行程需要的值,当前轴行走至设定值时即开始增压工作。
13、控制系统配有三色显示灯,可精准反映设备工作效果,当位移或出力未达到设定要求时,即会自动报警,直通设备运行正常多倍力气缸价格。
14、PLC编程控制:实现数字化操作,科学,稳定,便于调节
15、操作方式:双手启动控制,安全可靠,且设有手动,自动操作功能选择

气液增压机是利用气液增压缸作为出力装置的设备,气液增压机的类型和作用是非常广泛的,可代替传统机械冲压和液压机。气液增压机广泛应用为:冲压、折弯、裁断、冲孔、压印、铆接、紧密装配、挤模成型、型材碰焊、材料试验等。
气液增压机利用压缩机产生的高压气体,通过管道将压缩气体输送至电磁阀,通过脚踏开关来控制电磁阀的动作来控制气缸的工作和返回,从而达到冲孔的目的。

1、真正的气液增压机销售是一个愉快的聊天过程;聊对方的心愿、聊对方的担忧、聊如何完成对方的心愿、聊如何拿走对方的担忧。
2、真正的气液增压机销售没有对立的立场,没有买方没有卖方。
3、真正的气液增压机销售是合力地为对方解决问题。
4、真正的气液增压机销售不需要说服对方。
5、真正的气液增压机销售彼此没有压力。
6、真正的气液增压机销售是我们说的是对方想听的,我们卖的是对方想要的。
7、真正的气液增压机销售是充满价值感和意义感。
8、真正的气液增压机销售,事成之后对方会说谢谢。
一旦你了解玖容气液增压机销售之道,你对气液增压机销售的感受会改变。我在改变你对销售的看法,你以为你在求别人,原来是你在做一件很有价值很有意义的事。你在为对方完成心愿拿走担忧。简单地说,你在为对方解决问题。

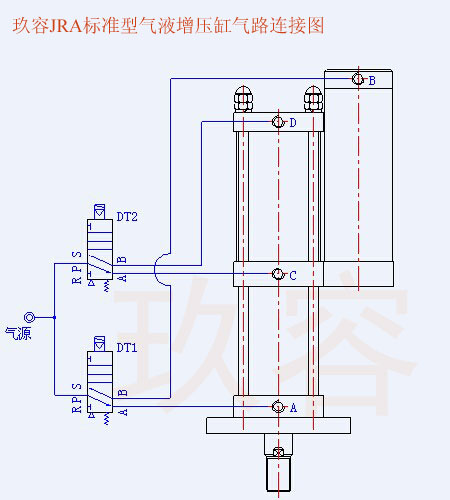
气液增压机气路连接,其实就是气液增压机上面的气液增压缸气路连接,因此,气液增压机气路连接方法其实就是气液增压缸气路连接方法。
气液增压机气路连接方法:1、经过过滤的空气气源,接上一个三通接头,两边分别接上两个电磁阀。 2、两个电磁阀都为五通,就有五个孔位,上排为两个孔位,下排为三个孔位。3、下排三孔位的中间孔位是进气口为P点,从接气源的三通上接一个在P点,左右两边可接上消声器,用来减小排气的噪音。 4、上排的两个气口为循环气口,用来连接气液增压缸的气口的,好的品牌电磁阀都会在这两个口下面标上A和B,两个电磁阀就有两个A和两个B,三位五通的A和B接在气液增压缸的A和B上 ,A接A,B接B;两位五通的A接C,B接D。
气液增压机操作详细教程
1、气液增压机操作者必须经过培训,掌握设备性能和操作技术后,才能独立作业。
2、作业前,应先清理模具上的各种杂物,擦净液压机杆上任何污物。
3、气液增压机安装模具必须在断电情况下进行,禁止碰撞启动按钮、手柄和用脚踏在脚踏开关上。
4、装好上下模具对中,调整好模具间隙,不允许单边偏离中心,确认固定好后模具再试压。
5、气液增压机工作前首先启动设备空转5分钟,同时检查油箱油位是否足够、油泵声响是否正常、液压单元及管道、接头、活塞是否有泄露现象。
6、开动设备试压,检查压力是否达到工作压力,设备动作是否正常可靠,有无泄露现象。
7、调整工作压力,但不应超过设备额定压力的90%,试压一件工件,检验合格后再生产。
8、对于不同的气液增压机型材及工件,压装、校正时,应随时调整气液增压机的工作压力和施压、保压次数与时间,并保证不损坏模具和工件。
9、机体压板上下滑动时,严禁将手和头部伸进压板、模具工作部位。
10、严禁在施压同时,对工作进行敲击、拉伸、焊割、压弯、扭曲等作业。
11、气液增压机周边不得抽烟、焊割、动火。做好防火措施。
12、气液增压机工作完毕,应切断电源、将压机液压杆擦试干净,加好润滑油,将模具、工件清理干净,摆放整齐。


张先生

0769-23103048

18998004130

2850850512

2850850512@qq.com

广东省东莞市东城区峡口沙岭西路1号

